Изготовление самодельных станков чертежи. Как сделать самодельные станки и приспособления для домашней мастерской
Самодельный станок для производства строительных блоков своими руками
Современный рынок стройматериалов предлагает большой ассортимент стеновых блоков. Но далеко не всем известно, что удешевить строительство частного дома, дачи, гаража или подсобного помещения вполне реально. Достаточно вместо покупки кирпича или шлакоблока самому заняться их изготовлением. Для этого нужно использовать станок для производства блоков, а если не позволяет бюджет – сделать вибропрессовочный станок самостоятельно.
Недорогие заводские модели вибростанков не отличаются высокой производительностью, но при частном использовании этого и не требуется. Правда, покупать станок, для строительства небольшого дома, где потребуется около тысячи блоков стандартного размера, – будет не совсем выгодно. Поэтому, как вариант, можно рассмотреть аренду оборудования на определенный период. Этого будет достаточно для заготовки стройматериалов впрок.

Заводской станок для изготовления строительных блоков своими руками
Разновидности строительных блоков
Кирпич по-прежнему остается основным материалом при строительстве высоток, но для малоэтажного строительства дешевле использовать другие стройматериалы. Если исключить древесину, которая нынче дорогостояща, выбор все равно будет разнообразным. Современные стеновые материалы изготавливают из:
- пенобетона;
- шлакобетона;
- газобетона;
- керамзитобетона.

Таблица сравнения характеристик блоков
В качестве наполнителя шлакоблоков используют самые различные и порой экзотические материалы, являющиеся отходами производств: отсев, стеклянный и кирпичный бой, опилки, древесную щепу.
Рассмотрим для начала, как самостоятельно изготавливаются керамзитоблоки и шлакоблоки, как наиболее бюджетные среди всех вышеперечисленных стройматериалов.
Мнение эксперта: Станок для производства шлакоблоков
Если Вы не обладаете необходимыми знаниями и навыками для самостоятельного изготовления станка, советуем арендовать оборудование. При желании самостоятельного изготовления станка для производства строительных блоков используйте только качественные материалы. Советуем большое внимание уделить этапу созданию чертежа конструкции и заранее просчитать все нюансы. За образец возьмите заводское оборудование или уже готовое оборудование друзей и знакомых.
Дмитрий Орлов
Керамзитоблоки своими руками
Если в вашем регионе с керамзитом проблем нет, можете считать, что вам повезло: керамзитобетон, несмотря на дешевизну, встречается в продаже редко, но этот строительный материал характеризуется целым спектром положительных свойств. Для изготовления керамзитоблоков потребуется:
- собственно керамзит;
- цемент;
- песок;
- вода.

Основным материалом для создания смеси будет керамзит мелкой фракции
При замешивании раствора важно придерживаться определенной последовательности: в воду добавляется керамзит, затем – цемент, в завершение – песок. Пропорции раствора следующие: на девять литров воды использовать 54 кг керамзита, 9 кг цемента и 27 кг песка. Получится смесь весом около 100 килограмм, с выходом готовых блоков в количестве 9-10 штук.
Технология изготовления керамзитобетонных блоков
Если нет возможности использовать специализированный станок (такое оборудование стоит недешево), керамзитобетон можно производить в непромышленных масштабах, используя специальные матрицы. Потребуется также соответствующая емкость для раствора, ровная площадка и опалубка, выполненная из дерева или металла в форме буквы «Е».
Сократить временные потери и снизить трудозатраты позволит бетономешалка – стандартное оборудование в арсенале строителя. При дефиците времени проблема решается использованием вибростанка, несложную модель такого станка можно изготовить самостоятельно.
Для этого достаточно к форме приделать маломощный, но высокооборотистый электромотор, превращаемый при помощи эксцентрика в полноценный вибратор. Колебания матрицы заставляют смесь распределяться в форме максимально плотно и равномерно, улучшая прочностные характеристики готовых изделий. Максимальной производительностью обладают вибропрессы, изготовленные в заводских условиях: профессиональные станки оснащаются дополнительным оборудованием, позволяющим автоматизировать процесс, исключив тяжелый ручной труд. Но и стоят такие вибропрессовочные станки немало.
Производство шлакоблоков своими руками
Керамзит – прекрасный и недорогой материал для изготовления строительных блоков, но еще более экономным способом ведения строительства является использование шлакоблоков. Обладая сравнимыми характеристиками по звуко- и теплоизоляции, шлакобетон изготавливается из материалов, стоимость которых на порядок ниже.
Промышленность не заинтересована в том, чтобы изготавливать шлакоблочный строительный материал – экономически выгоднее производить дорогие аналоги (строительные блоки из пенобетона, газобетона, кирпича). Но спецоборудование для формирования блоков из шлакобетона в продаже есть, и немало. Разброс цен на такие вибростанки огромен: от простеньких моделей со статичной матрицей, которые вполне можно собрать и в гаражных условиях из подручных материалов, до полностью автоматизированных линий.
Шлакоблок: технология изготовления
Современный шлакоблок обладает габаритами 188х190х390 мм, полнотелый строительный материал характеризуется достаточной прочностью для обустройства фундаментов и многоэтажного строительства, пустотелые используются во всех остальных случаях. Пустоты могут быть круглой, прямоугольной или квадратной формы, количество варьируется от одной до 8-10 пустот, показатель пустотности лежит в пределах 25-50%. Практически не уступая по прочностным показателям монолитным изделиям, пустотелые шлакоблоки позволяют сэкономить дорогой цемент почти вдвое.

Для быстрого и качественного замеса смеси, желательно использовать строительную бетономешалку
Станок для изготовления вагонки необходим каждому, кто хочет, например, отделать ею дом или бытовку.
Сделать станок и производить вагонку самому обойдется в разы дешевле, чем закупать готовую продукцию в больших объемах.
При строительных и ремонтных работах вагонка незаменима, она отличается экологической чистотой, легкостью обработки и привлекательным внешним видом.
Конечно, сегодня производители предлагают огромный ассортимент такого товара, но вагонка, сделанная в домашних условиях, всегда будет качественнее и надежнее той, которую можно купить.
Кроме того, имея свой станок для производства вагонки, можно со временем попробовать начать небольшой бизнес.
Однако заводское оборудование также стоит недешево, хоть со временем и окупается. Выход есть – сделать его своими руками, зная все тонкости процесса и понимая, с каким материалом предстоит работать.
Примечательно, что для изготовления вагонки необходимы разные породы дерева. Для отделочных работ (как фасадных, так и внутренних) выбирают древесину следующих пород: сосна, лиственница, кедр, ель.
Выбирают вагонку из такого материала еще и потому, что она имеет специфический, приятный и смоляной запах, который наполняет помещение уютом. Конкретно для внутренних работ используют ясень, липу, осину.
Такие деревья менее прочные, но их выбирают за привлекательный внешний вид и цветовой спектр.
Если вы собираетесь изготавливать вагонку своими руками с помощью домашнего станка, то нужно понимать, что она должна отвечать многим требованиям и не уступать той, которую делают по промышленной технологии.
Изготовление вагонки заключается в том, что готовый лист должен быть идеально ровным, без неровностей, деформаций, зацепок. Это достигается шлифовкой.
Также вагонка должна пропитываться специальными растворами, иногда ее покрывают лаком. Это нужно для того, чтобы влага не оказывала такого разрушительного действия на древесину.
Если правильно пропитать древесину, то она будет служить десятилетиями. В зависимости от типа дерева выбирают разные способы разделки.
Например, если речь идет о сосне, то распиливают только нижнюю часть дерева, ведь там меньше сучков.
Лиственница же является дешевой заменой дуба, она отличается высокой прочностью и цельностью структуры волокон.
Как сделать домашний станок?
Станок для изготовления вагонки должен обрабатывать доску сразу с четырех сторон, поэтому его конструкция отличается сложностью, особенно если все делать своими руками.
Важный параметр, по которому характеризуют устройства – это сечение материала, который получается на выходе. Чем больше сечение, тем большей должна быть мощность аппарата.
В первую очередь занимаются сборкой каркаса станка – сюда входит стол и рама. Рабочей поверхности необходимо уделить много внимания.
Поэтому важно обеспечить качественное сваривание всех деталей, особенно если сварка тоже будет проводиться своими руками.
Чаще всего самодельный станок делают из листового прочного железа, потому что стол должен быть узким, длинным и устойчивым.
В середине листа необходимо сделать отверстие, где будут установлены специальные валики. Их приводит в движение электромотор.
Размеры листа позволяют не только делать вагонку с большим сечением, но и улучшить эксплуатационные свойства.
Дело в том, что чем больше будет по массе самодельный станок, тем меньшей будет вибрация во время работы. Повышенная вибрация всегда ставит высокое качество готовой вагонки под угрозу.
Следующим в домашних условиях делают ножевой вал. Пожалуй, лишним будет говорить, что именно от этого компонента зависит качество готового материала, ведь это основная режущая деталь.
Именно поэтому лучше купить готовый вал в магазине, сделать его своими руками практически невозможно.
Дело в том, что профессиональные детали сбалансированы должным образом, правильно отшлифованы, что позволяет не только получить вагонку высокого качества, но и не беспокоиться по поводу безопасности мастера во время работы.
Что же касается привода, то тут лучше отдать предпочтение ступенчатым моделям, благодаря чему можно регулировать подачу материала на обработку.
После этого устанавливают электродвигатель – этот процесс легко провести даже своими руками. Главное, определиться с мощностью. Для бытовых целей хватит параметров от 2 до 5 кВт.
Если брать мощность больше, то можно не добиться нужной аккуратности обработки, а меньшая не позволяет вообще разрезать древесину.
Тут бюджетным вариантом может быть даже старый двигатель из других устройств, например, стиральной машины.
Последними устанавливают прижимные ролики, которые фиксируют деревянные заготовки на листе станка.
Тут также можно использовать ролики из старой стиральной машины или закупить такие детали у фабричных производителей.
Подбор инструментов и другие тонкости процесса
Изготовление станка своими руками возможно, только если у вас есть целый список специальных инструментов.
Сюда относят:
- сварочный аппарат, можно даже с небольшой мощностью;
- электродрель, в которой есть насадки, справляющиеся с металлами;
- шлифовальная машинка;
- станок для обработки металла;
- токарный станок.
К сожалению, изготовить станок самостоятельно реально только в том случае, если есть опыт работы с фабричным оборудованием. Без всякой практики это банально небезопасно.
Надежность конструкции должна не вызывать сомнений, а создание станка может затянуться даже на месяцы. Альтернативным вариантом будет покупка фрезерного или деревообрабатывающего станка.
На таком устройстве создание вагонки проходит в несколько этапов, однако такой аппарат стоит в разы дешевле, чем профессиональный станок для изготовления материалов.
При работе с режущим оборудованием необходимо все время следить за исправностью инструментов, вовремя заниматься их заточкой и проверять на наличие сколов, неровностей.
Любая шероховатость может стать причиной рикошета части древесины, что нередко вызывает серьезные травмы.
Все ножи и валы должны быть должным образом закреплены – для этого выбирают сверхпрочные болтовые крепления и полностью их затягивают.
Если же вы решили, что изготовить станок для вагонки дома не получится, то необходимо с особым вниманием подходить к выбору оборудования. Изучите все технические характеристики.
Тут стоит отталкиваться от нагрузки, которая будет возложена на конструкцию.
Имеет большое значение, как часто будет использоваться станок, нужен ли он для промышленного изготовления или вагонка изготавливается только для личного строительства.
Если необходимо постоянно изготавливать вагонку, то лучше взять мощный станок, который работает на высоких скоростях с мощностью более 5 кВт. Также различают ручные модели и автоматические.
Для изготовления вагонки в маленьких объемов хватит и ручного станка, для бизнеса нужен автоматический.
При промышленном производстве вагонки применяются мощные деревообрабатывающие станки, позволяющие получить продукцию отличного качества, но она не всем пользователям по карману. Можно ли самостоятельно изготовить вагонку и что для этого нужно? Об этом мы поговорим в этой статье.

Вагонка своими руками

Промышленная технология производства

Вагонка - что это за материал
Эти знания вам понадобятся для того, чтобы самостоятельно принимать оптимальные решения во время изготовления вагонки в домашних условиях. Процесс промышленного изготовления вагонки состоит из нескольких этапов.


Складирование вагонки
Вот и вся технология, ничего сложного нет, современное оборудование позволяет по максимуму автоматизировать производство. В домашних условиях такого достичь невозможно, придется терять намного больше времени для изготовления выгонки.
Таблица. Классы вагонки и их описание.
| Без трещин, сучков и других дефектов. Поверхность идеально гладкая, ровная. | |
| Поверхность гладкая или чуть шероховатая. Есть по 1 здоровому сучку на 1 погонный метр (диаметр сучка не более 1,5 см). Могут быть трещины: волосяные – длиной не более ½ панели, несквозные – длиной менее 9,5 см (выход трещин направлен в торец панели), появившиеся при сушке – величиной не более ширины панели. Могут быть засмолки и смоляные карманы по 2 шт. на 1 м п. | |
| Много сучков, из них выпадающих не может быть больше 2 шт. на 1 м п. Могут быть сквозные трещины шириной до 1 мм и длиной до 15-30 см, допускаются волосяные трещины по всей длине доски. Допускается присутствие червоточин (3 шт. на 1 м п.) и гнили (не более 1/10 часть панели). Вагонка сорта В подходит для окрашивания. | |
| Качество низкое. Много различных дефектов. Такая вагонка подходит для обивки технических помещений или черновых работ. |
Классификация вагонки
Перечень минимального набора инструментов и оборудования
Прежде всего, у вас должно быть специальное отдельное помещение для производства работ, деревообрабатывающие станки создают очень много шума и пыли. Придется выполнять требования санитарных органов. Еще одно условие – электрическая проводка должна выдерживать дополнительные нагрузки, а они, в зависимости от марки станков и их количества, могут значительно возрастать.
На заметку! Своими рукам и можно делать как самую простую, так и довольно сложную вагонку, мы рассмотрим оба варианта изготовления. Но для всех вариантов есть несколько предварительных условий.
Изготовление вагонки своими руками
Общие требования
На каких станках и какой бы сложности вы ни пробовали делать вагонку, нужно соблюдать следующие требования.
- Качество пиломатериалов . Доски должны быть только обрезными, с одинаковой толщиной и шириной. Широкие плоскости нужно пропускать через рейсмус минимум с одной, а желательно с двух сторон. Для этих целей лучше иметь дома двухсторонний рейсмус, а если его нет, то хотя бы элементарный фуговальный станок.
Фуговальный станок
Двухсторонний рейсмус
Если таких станков нет, то можно работать ручным электрическим рубанком. Работы эти довольно трудные и долгие, а качество всегда будет намного ниже, чем во время обработки пиломатериалов на станках.
Практический совет! Настоятельно рекомендуем не заниматься строганием досок ручным электрическим рубанком. Намного выгоднее отвезти пиломатериалы к знакомому, имеющему двухсторонний рейсмус, за час-два работы вы пропустите 1-2 м3 досок - такого количества достаточно для отделки небольшого деревенского домика. Вручную придется их строгать не один день, при этом, как мы уже упоминали, качество будет никаким. Такую вагонку можно использовать только для отделки вспомогательных помещений.
- Сушка.
Работать можно только с пиломатериалами, имеющими не более 24% относительной влажности. Если показатели выше, то доски просушите под навесом или в проветриваемом помещении. Чем больше зазор будет между штабелями, тем быстрее пиломатериалы избавятся от излишков влаги. Складывайте их аккуратно, не допускайте появления искривлений, правильно укладывайте прокладки, верхний ярус обязательно прижимайте грузом.
Сушка вагонки
- Работа. Беспрекословно соблюдайте правила техники безопасности. Как свидетельствует статистика, деревообрабатывающие станки считаются наиболее травмоопасным оборудованием. Причем травмы очень тяжелые и нередко становятся причиной инвалидности. Это не значит, что станков нужно бояться, но относиться к ним следует с уважением. Что касается использования рукавиц, то к этому вопросу нужно подходить с умом. Рукавицы предохраняют руки от заноз, это верно. Но верно и то, что во время попадания рукавицы под режущий элемент затягивается кисть или рука, травмы намного опаснее.
Станок для изготовления вагонки
Какие нужно станки и оборудование для изготовления вагонки своими руками, мы будем рассказывать по ходу статьи. Дело в том, что есть большое количество технологий с учетом существующих станков, описать все в одной статье невозможно. Начнем с изготовления самой простой вагонки - такие работы доступны большинству неопытных мастеров.
Изготовление вагонки при помощи циркулярки
Изготовление вагонки при помощи циркулярки
Циркульная пила
Это самый простой вариант циркульной пилы, другие имеют дополнительные суппорты для фиксации других деревообрабатывающих механизмов, что намного расширяет их возможности.
Универсальный деревообрабатывающий станок
Шаг 1. Подготовьте пиломатериалы, определитесь с их количеством. Для работы вам понадобятся строганные с двух сторон доски толщиной примерно 15–20 мм и шириной до 10 см. Шире делать не нужно, это связано с тем, что вагонка имеет самый элементарный профиль, а он не может гарантировать отсутствие коробления во время эксплуатации. Вагонка будет соединяться в четверть, а такой замок не может полностью исключить коробление. Чем шире вагонка, тем большее значения может иметь коробление, в связи с этим не рекомендуется делать ее больше 8 см.
Определяемся с размерами досок
Шаг 2. Уберите рабочее место. Заготовки должны располагаться с одной стороны пилы, готовые изделия нужно складировать с другой.
Важно! Вам ничто не должно мешать под ногами, все внимание будет обращено на работающую пилу, под ноги смотреть некогда - это увеличивает риски травматизма. Если доски длиннее метра, то не работайте самостоятельно, т. к. это трудно и очень опасно. Кроме того, значительно возрастают риски получения серьезной травмы, увеличивается количество отходов. Дело в том, что вы не сможете на выходе доски из фрезы нормально ее прижимать к линейке, на торцах нарушается линейность фрезеровки.
Шаг 3. Подровняйте все доски по длине, осмотрите их поверхности. Если есть черные гнилые шатающиеся сучки – отбраковывайте пиломатериал. В домашних условиях такие сучки не обработать, они обязательно выпадут.
Во время складирования заготовок обращайте внимание на расположение волокон, особенно внимательно следите за расположением дефектов развития древесины. Участки со свилеватостью очень трудно обрабатываются. Располагайте доски таким образом, чтобы расположение свилеватости было по ходу вращения режущего инструмента, в противном случае чистота поверхности будет неудовлетворительной. На промышленных станках такие проблемы почти не возникают, они работают на высоких оборотах, имеют на одной головке минимум четыре ножа, механические прижимы исключают вероятность колебания доски во время обработки. За счет этого режимы резания соблюдаются идеально, качество обработки сложных поверхностей значительно повышается.
Опиливаем одну сторону доски
Важно! Никогда не снимайте с пилы защитный кожух и распорный клин. Они нужны не для того, чтобы удерживать летящие в глаза опилки, как думают неопытные столяры. Главное их назначение – не допускать обратного ударного вылета доски, при таком вылете она может пробить брюшную полость.
В отличие от других приспособлений, обеспечивающих безопасность, кожух с расклинивателем дает дополнительное удобство при пилении, так что не упускайте случай его использовать
Вот, что должно получиться
Шаг 4. Выставьте циркульную пилу. Если ширина досок неодинакова, то вначале нужно выровнять их. Для этого установите линейку пилы на нужном расстоянии от зубьев и прочно закрепите. Обращайте внимание, чтобы линейка была параллельной пиле, это очень важно. Заводские станки имеют специальные метки, для самодельных придется пользоваться угольником. Проверка правильности положения делается опытным путем. Возьмите небольшой отрезок доски и пропилите его, проверьте ширину и параллельность положения линейки. При необходимости повторите установку.
Вторую сторону опиливаем по линейке
Процесс опиливания по линейке
Фугование досок
Должно получиться следующее
Шаг 5. Простая вагонка имеет соединение в четверть, его можно сделать на обыкновенной циркулярке.
Соединение в четверть
Для этого нужно отрегулировать высоту стола пилы и ее расстояние до линейки. Как это делается? Для облегчения примера возьмем толщину доски 20 мм. Соответственно, четверть будет 10×10 мм.
Для этого можно использовать вот такую фрезу
- Отпустите крепление линейки и подвиньте ее к пиле. Расстояние между ними должно быть 10 мм, внимательно следите за параллельностью плоскостей. Закрепите линейку и проверьте правильность установки. Для этого пользуйтесь любыми отрезками, пропустите несколько для пробы.
- Отрегулируйте положение стола циркулярки таким образом, чтобы зубья пилы в максимальной точке располагались на высоте 10 мм.
После регулировки у вас высота пилы и ее расстояние до линейки должны равняться 10 мм. Если доски имеют иные параметры, то расстояния нужно корректировать в соответствии с ними.
Шаг 6. Начинайте делать соединение в четверть. Первый проход – доска плашмя, боковая поверхность плотно прижимается к линейке. После завершения на доске имеется пропил по всей длине.
Это можно сделать фрезой, а можно обойтись и без нее. В этом случае берется маленький пильный круг и устанавливается наискось. В результате получается так называемая «пьяная пила». Такой метод используется, когда нет фрезы. Он намного сложнее в настройке и используется, когда нет другого выхода. Лучше все же приобрести фрезу
Важно! Не прижимайте доски около пилы рукой, пользуйтесь деревянным бруском. Чтобы он не соскальзывал с торца доски, пропилите углубление - оно должно одновременно упираться о доску сверху и в торец. В торец длинной доски никогда не упирайтесь животом, держите ее только руками, а корпус должен располагаться сбоку.
Шаг 7. Установите доску на ребро, пропил должен быть со стороны линейки, выпиливайте четверть. Сразу же убирайте со стола отрезанную рейку, не засоряйте рабочее место.
Шаг 8. Поверните доску на 180° и повторите операцию с другой стороны. Вагонка должна иметь зеркальное расположение четвертей. Если с одной стороны углубление располагается сверху, то с противоположной оно должно быть снизу. Во время установки вагонки соединения ложатся внахлест и закрывают стыки.
Получилась вот такая вагонка
Шаг 9. Если есть возможность, рекомендуется видимые боковые грани отфрезеровать ручной фрезой. Подберите понравившийся профиль фрезы, прочно закрепите доску в вертикальном положении и сделайте проход инструментом. Как работать с ручными фрезами - подробно описано в инструкции производителя. Кстати, наличие ручной фрезы значительно расширяет возможности, такой инструмент рекомендуется иметь всем, кто занимается столярными работами.
Работа ручным фрезером
Если вы пользуетесь исправными пилами с победитовыми напайками, а станок обладает достаточной устойчивостью, то при изготовлении такой простой вагонки можно полностью обойтись без рейсмуса и фрезера. Правильно подобранные обороты пилы и оптимальная скорость подачи обеспечивают неплохую чистоту обработки поверхности. При необходимости последнюю можно в некоторых местах обработать шлифшкуркой или шлифовальной машинкой, и внешние поверхности вагонки по качеству будут вполне удовлетворительными.
Осталось взять отходы и напилить реек. Причем рейки необязательно делать такими же длинными, как и вагонки. Другими словами, доски сами по себе, рейки сами по себе. Места стыков реек никто не заметит. Рейки следует пилить тоньше, чем наши пазы. Рейки все равно будут прекрасно держаться в пазах за счет своей естественной кривизны. И, конечно, рейки просто пилятся. Их не надо строгать, тем более, что это крайне опасная затея. При использовании хорошей пилы рейка и так будет достаточно гладкой
Вот так выглядит потолок погреба, отделанный такой вагонкой
Теперь рассмотрим, как можно самостоятельно изготавливать евровагонку.
Изготовление евровагонки на фрезерном станке
Это более сложные работы, понадобится солидный опыт работы с деревообрабатывающими станками. Мы расскажем о технологии, а размеры вагонки и профили лицевых поверхностей подбирайте самостоятельно с учетом наличия инструментов и личных предпочтений.
Конструкция станка достаточно сложная. В обязательном порядке к такому оборудованию должна быть приложена полноценная инструкция
Чем отличается евровагонка от обычной?
- Соединение шип/паз более глубокое. За счет этого исключаются риски просвечивания швов во время значительного уменьшения ширины досок, упрощается монтаж обшивки. В глубокий паз проще вставлять метизы для крепления.
- Обратная сторона имеет одну или две прорези – поверхности стен могут дышать, уменьшаются статические усилия во время изменения линейных размеров вагонки. Именно в результате сильных статических усилий обшивка дома может коробиться.
За исходные данные принимаем, что доски нужных размеров уже подготовлены, материал отсортирован и сложен в надлежащем месте.
Шаг 1. Установите на станок фрезу для проделывания паза и боковой декоративной фаски, отрегулируйте глубину. Для этого освободите линейку, приставьте торец доски к ножу и, подвигая линейку ближе или дальше, найдите нужное положение. С большим усилием закрепите фрезерную головку и линейку.
Фрезы, используемые при изготовлении пиломатериала
Для того чтобы правильно выставить все ножи на головке, нужно на пробу прострогать отрезок доски. Далее опять приставьте ее к фрезе и, медленно вращая головку в обратную сторону, проверяйте, все ли ножи работают. Узнать это можно по звуку, если все нормально, то количество незначительных касаний о доску должно отвечать числу фрез. К примеру, если головка имеет четыре ножа, а вы почувствовали только три касания, то это значит, что один нож не работает. Найдите, какой именно, отрегулируйте его положение. Делать это довольно сложно, понадобится несколько попыток. Следите, чтобы распорные клинья ножей были сильно прижаты к головке.
Несколько различных ножей-насадок на самодельный станок для изготовления вагонки позволят создавать различные изделия из дерева
Шаг 2. Закрепите верхние и боковые прижимные упоры, установите нужное расстояние. Такие упоры намного облегчают процесс фрезеровки, улучшают качество и повышают безопасность труда. Пропустите с одной стороны все доски.
Шаг 3. Поменяйте фрезу на новую, она должна вырезать паз и снимать декоративную фаску. Прижимы повторно регулировать не нужно, ширина всех досок одинакова и во время первого прохода не изменялась.
Шаг 4. Снимите фрезу для боковых поверхностей, освободите линейку и прижимы. Установите фрезу для проделывания углублений с внутренней стороны вагонки. Размеры и количество канавок значения не имеют, подбирайте их по своему усмотрению.
Изготовление евровагонки на фрезерном станке
Практический совет! Если у вас нет специальных ножей для пропиливания канавок – не проблема, можете использовать те же, которые применялись для пропиливания паза. Приподнимите головку с таким расчетом, чтобы нож для паза располагался посредине доски. Нож паза длиннее, чем ножи для фасок, выставьте расстояние до линейки таким образом, чтобы работал только он. Глубина паза в этом случае будет примерно 3-5 мм, чего вполне достаточно для канавки.
От чего зависит качество самодельной вагонки
Работать с пиломатериалами намного сложнее, чем с металлом. В природе не существует двух полностью одинаковых досок, не говоря уже о различных свойствах мягких и твердых пород. Металл же не имеет сучков, не впитывает влагу, не имеет пороков развития и т. д. А эти показатели оказывают влияние на технологию обработки. Промышленное оборудование позволяет намного упростить процесс за счет большой массы станков, точности регулировок, стабильной механической подачи и прочного прижатия.
Самодельная вагонка
В домашних условиях все параметры резания нужно соблюдать самостоятельно и оперативно изменять их в зависимости от особенностей доски и возможностей станка. О чем следует помнить?
- Обращайте внимание на расположение волокон, никогда не обрабатывайте пиломатериалы «против шерсти».
- Следите за состоянием подшипников. Малейшее биение непременно скажется на шероховатости поверхностей. Как только обнаружится, что вал станка немного шатается – подшипник нужно срочно менять или, при возможности, регулировать. Десятые доли миллиметра вибрации заметно ухудшают конечное качество.
- Исправность режущих инструментов – одна из важных составляющих чистоты поверхности. Пилы и фрезы должны быть острыми. Если вы изготавливаете фрезы самостоятельно, то используйте только прочные марки инструментальной стали. Геометрия всех фрез должна быть одинаковой. В противном случае некоторые из них не будут работать, а это очень нежелательное явление.
- Точно выставляйте фрезы, не спешите. Неопытному мастеру выставить сразу все фрезы очень сложно, не расстраивайтесь. Потеряйте больше времени, но добейтесь желанного результата. Потерянное время в дальнейшем с избытком окупится.
Фрезы формуют шип и паз, а также определяют геометрию вагонки
- Чем больше фрез, тем лучше. Если головка позволяет устанавливать четыре, то так и поступайте, не работайте с двумя. Четыре фрезы немного увеличивают время установки, зато потом станок работает больше времени – они меньше тупятся.
Комплект фрез
- Всегда пользуйтесь полностью одинаковыми клиньями для фиксации ножей. Даже небольшие различия в массе становятся причиной вибрации головки. Вибрация не только ухудшает качество обработки, но и становится причиной быстрого износа подшипников, повышает риск получения травм.
- Соблюдайте режимы резания пиломатериалов. Это очень важное условие. К режимам резания относится число оборотов вала, количество режущих плоскостей, скорость подачи и угол заточки. Говорить на эту тему можно очень долго, режимы резания имеют огромное количество вариантов. Начинающим мастерам нужно хоть немного ознакомиться с теорией, а в дальнейшем все зависит от умения практически учиться и желания работать с деревообрабатывающими станками.
- Перед подачей доски на станок осмотрите ее, выберите оптимальное направление резания с учетом особенностей поверхностей, наличием и видом сучков и иных дефектов.
- Готовую вагонку складываете ровными штабелями, не ставьте ее вертикально, не разбрасывайте по всей мастерской. Чистота и порядок – свидетельство профессионализма мастера.
Вагонка сложена ровными штабелями
- Если мало опыта, то вход/выход доски может быть бракованным из-за незначительного изменения направления движения и непараллельности с линейкой. Имейте это в виду во время определения длины вагонки, делайте запас по длине.
Гвозди для вагонки
Крепежные элементы должны надежно удерживать вагонку и в то же время быть абсолютно незаметными. Для фиксации панелей к обрешетке используются саморезы, кляймеры, шурупы, но самый практичный вариант – это гвозди. Вот только гвозди для вагонки нужны не обычные, а финишные, отличающиеся формой шляпки и некоторыми характеристиками.
Видео – Простейшая вагонка своими руками
В производстве отделочных материалов из дерева станок для производства вагонки своими руками оказывается неоспоримым помощником. Получаемый профиль элемента сборки упрощает получение покрытия без сквозных щелей. Преимущества древесины соединяются с прочностью наборной панели на больших плоскостях.
Схема производства евровагонки
Соединение операций
Доска – вагонка обрабатывается с 4х сторон. Для этого она сначала проходит дисковую пилу, получая ровные края, потом калибруется на рейсмусе, в заключение вырезаются фрезой профильные соединения шип/паз. Одиночная работа на разных станках займет много времени и оставит индивидуальные характеристики у каждой детали.
Объединить операции позволяет станок для изготовления вагонки, получая результат на одном столе за единичный проход заготовки. Настраивая ножи, на таком четырехстороннем станке делают вагонку разного сечения, вида. Меняя фрезы можно изготавливать другие виды продукции из дерева.
Чертеж вагонки
Конструктивное решение
Одновременное резание с разных сторон возможно, благодаря установке на одну станину по ходу движения заготовки не менее 4 (до 7) шпинделей. Заданные параметры производства вагонки достигаются подбором комплекта соответствующих фрез.
Данные паспорта производителя на фрезу (Ø посадочных мест, габарит, твердость режущих напаек) должны удовлетворять требованиям совместимости с оборудованием, обработки данного материала. Не все модели могут иметь стандартные параметры, встречаются специализированные под определенные задачи производства.
Вагонку небольшого сечения в состоянии вырабатывать небольшие мобильные модели станка. Поточное производство налаживают на стационарных агрегатах с высокой скоростью подачи, программируемым управлением. Стол таких станков может достигать в длину 12 м. Станина имеет большую массу, что гасит вибрацию и положительно сказывается на точности параметров при многократном повторении операций.
Виды евровагонки
Станок для вагонки в своем хозяйстве
При необходимости создать условия для изготовления вагонки в домашних условиях, нужно для начала определить предполагаемые объемы производства. С увеличением мощности, степени автоматизации растет стоимость оборудования. Дорогостоящим обеспечением будет комплект режущих инструментов.
Положительным фактором будет разница в цене на необработанные пиломатериалы и готовую продукцию (доску-вагонку). Спрос на этот вид облицовки из разных пород дерева держится на высоком уровне. Выполнение всех этапов производства (сырье – доска) самостоятельно, гарантирует нужное качество на выходе.
Самодельный вариант
Для домашних нужд, не регулярного производства без высоких требований по стандартам, делают свой станок сборной конструкции. В него входят такие составные части:
- Рама/станина. Цельносварной, массивный, устойчивый каркас, так объединяющий все узлы, что цент тяжести расположен в нижней части;
- стол. Шлифованная стальная плита с технологическими отверстиями для шпинделей, фрез. Имеет узкую, длинную форму, которая поддерживает в одном положении вагонку до полного прохода ножей;
- двигатель. Мощность 2 – 5 кВт. По возможности подключения 380 В, но ставят и 220 В. Чистота строгания достигается включением в схему повышающей передачи (от 5000 об/мин);
- прижимной механизм. Набор роликов, расположенных по длине стола, удерживающих заготовку в заданных плоскостях по длине прохода;
- ножевой вал. Имеет высокое требование по точности изготовления, поэтому приобретают его в готовом виде, как и фрезы;
- блок включения/отключения. Располагают со стороны оператора. Красную кнопку выбирают наружного исполнения (верх не утоплен в корпус) для быстрой остановки станка в случае аварии;
- защита. Вращающиеся части закрывают кожухом для безопасности.
Электропроводку помещают в металлорукав, ограждая от возможных повреждений острой кромкой доски. Корпус заземляют. Даже небольшое напряжение на металле может привести к серьезной травме во время работы с пиломатериалом.
Самостоятельная сборка будет удачной при наличии знаний, навыков работы со станочным оборудованием. Если их нет, надо приглашать специалиста.
Требования к сырью
Изготовляемая продукция должна соответствовать ГОСТ 8242-88 (обычная), DIN 68126 (евро).
Типовые профили:
- стандарт;
- евро;
- американка;
- штиль (колхозница, крестьянка);
- софт – лайн;
- ланд – хаус;
- блок – хаус.
Отличаются шириной шипа, кривизной поверхностей, наличием вентиляционных пазов. Поэтому под каждый вид нужны свои регулировки размеров, формы ножей.
Порода дерева
Древесина, используемая в отделочных работах, бывает по своим свойствам пригодна как на фасад, так и внутри помещений. Это кедр, ель, сосна, лиственница. В дополнение к специальной пропитке, смолистые волокна этих сортов трудно пропитывать атмосферной влаге. В замкнутом пространстве придают воздуху приятный хвойный аромат.
Непосредственно для облицовки внутренних стен, перекрытий хорошо подходят осина, ясень, липа, ольха.
Разная текстура, цветовые оттенки помогают создать уютную обстановку из экологически чистого материала. Подчеркивает рисунок и сохраняет внешний вид лаковое покрытие.
Подготовка к подаче в обработку
Необрезную доску отбирают из нижней части ствола, где меньше сучков, трещин.
Работа шпинделей во время фрезерования вагонки
Пиломатериал просушивают до содержания влаги 12 - 15%.
Формируется заготовка: обрезают край, обзолы, калибруют по размеру. Размер готовят с учетом того, что на станке будет срезаться от 4 мм до 8мм древесины. Выбирают лицевую сторону, шлифуют ее. Если требования по качеству высокие, то подготовка проводится по всем 4 сторонам доски.
Последний этап – настройка режущих органов. Совпадение шипа и паза задает набор цельной плоскости без зазоров, перепадов. Ровную геометрию реза выставляют шайбами на 8 мм фрезе. Толщина снятия слоя более 4 мм. Филенчатая фреза настраивается из расчета высоты не снимаемого остатка боковой грани. До лицевой стороны оставляют не меньше 5 мм прямого участка. С обратной стороны допускается немного меньший размер.
Размеры ламелей
На своем станке имеется возможность производить вагонку индивидуальных размеров, уменьшая количество обрезков при установке. Типовые значения по длине находятся в пределах 6 м (минимально 0,3 м, шаг увеличения значения - 0,1 м).
Ширина шага по вертикальному стыку полотна – 0,15 м. Широкое полотно из дерева более склонно к деформации, короблению. Узкие элементы ведут себя стабильнее.
Толщина бывает разной: внутренняя отделка ограничивается 1,2 см, наружная установка увеличивается до 2,5 см.
Возможность выполнения индивидуальных заказов на вагонку нужного размера, профиля, материала (например, палисандр) быстро окупают станок для производства в домашних условиях.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
На фото мы видим пример бытового станка для изготовления вагонки в домашних условиях
Натуральная деревянная вагонка – один из самых дорогостоящих отделочных материалов. Обшить ею дом может обойтись в приличную сумму, и именно это часто отталкивает потенциальных покупателей.
Так неужели нет способа сэкономить? Есть, и в этой статье мы поговорим о том, как собрать станок для изготовления вагонки своими руками, и попытаемся подсчитать, есть ли выгода в таком мероприятии.
Преимущества и выгоды в цифрах
На фотографии мы видим пример самодельного станка для изготовления вагонки в домашних условиях
В данной ситуации, только вопрос выгоды может заставить человека пойти на изготовление собственного станка.
Конструкция у него не сложная, и все детали есть в свободном доступе, но в первую очередь необходимо выяснить, какие выгоды мы получим, приобретя такое оборудование:
- Возможность изготовления только вагонки экстра-класса . То есть самого дорогостоящего материала на рынке, который для нас будет стоить в несколько раз дешевле.
- Возможность производства нескольких видов и конфигураций . Вагонка может быть очень разнообразной, но не всегда в магазине возможно найти именно то, что нам нужно.
- Собственный бизнес. Вагонку можно производить не только для собственных нужд, но и на продажу. Ниже мы подробнее поговорим о ценах, и вы увидите все выгоды такого бизнеса.
- Возможность произвести именно столько материала, сколько необходимо . Без покупки лишних панелей, которым впоследствии не найдётся места.
Стоит отметить, что это далеко не все выгоды. И даже учитывая определённые сложности в сборке, станок для производства вагонки своими руками может стать неплохим подспорьем для семейного бюджета.
Несколько различных ножей насадок на самодельный станок для изготовления вагонки, позволят создавать различные изделия из дерева
Итак, давайте соотнесём стоимость готовой вагонки в рядовом строительном магазине и цену на лес.
Для удобства представим это в виде небольшой таблицы:
Отметим, что производить вагонку можно из любого леса, приведённого в таблице. Отличаться будет только время изготовления. То есть, из полностью обрезанной доска произвести вагонку гораздо быстрее, чем из горбыля или бревна, но тут уж решать только вам, чем вы больше готовы пожертвовать, деньгами или временем.
Так же отметим, что мы говорим о производстве панелей класса не ниже категории А. то есть высококачественного материала с минимумом сучков и без трещин и сколов.
Важно! Все цены в таблице приведены примерно, и могут существенно отличаться у различных поставщиков и в зависимости от региона. Неизменным останется процентное соотношение цен на сырьё и цен на готовую отделочную вагонку.
Итак, с выгодами мы разобрались, и они очевидны. Далее мы поговорим о затратах на то чтобы изготовить самодельный станок для вагонки, и выясним от каких объёмов вагонки есть выгода его приобретать, но пока, давайте разберёмся с выбором места для установки этого оборудования.
Выбор места для установки
Правильная установка станка для изготовления вагонки в домашних условиях очень важна, так как прежде всего необходимо помнить о безопасности
Начнём с того, что любое деревообрабатывающее оборудование относится категории опасных, поэтому установить его посередине своего огорода у вас вряд ли получится. А добавьте к этому высокий уровень шума, производимого подобными станками, и велика вероятность остаться заклятыми врагами со своими близлежайшими соседями.
Идеально для размещения подойдут подвалы и гаражи, но они должны отвечать ряду требований, большинство из которых являются правилами техники безопасности, и пренебрегать ими нельзя ни в коем случае.
Итак, каким требованиям должно отвечать помещение:
- Обязательное наличие бетонного пола. Станки устанавливаются с обязательным закреплением на анкера-бабочки и основание должно быть твёрдым и прочным.
- Максимальная шумоизоляция. Мы уже говорили об уровне шума, поэтому, чем надёжнее будет изолированно ваше помещение, тем лучше.
- Уровень влажности. Дерево должно храниться в сухом, проветриваемом месте. В противном случае оно начнёт деформироваться и это отразится на качестве готовой продукции.
- Размеры помещения. Средняя длина каждой панели составляет 3 метра, соответственно наше помещение должно иметь длину не менее 7 метров, для того чтобы завести заготовку в станок и чтобы у неё было свободное пространство для выхода.
- Наличие вентиляции. Заводское оборудование оснащается специальными принудительными вытяжками. На самодельный станок для изготовления вагонки установить её вряд ли получится, поэтому в помещении всегда будет летать стружка и её необходимо устранять.
- Удобный вход. В помещение нужно беспрепятственно заносить длинные доски, развернуться с которыми будет очень проблематично, поэтому в идеале если станок будет располагаться близко к входу.
- Обязательное наличие качественной электропроводки, которая способна выдержать напряжение до 5 киловатт.
Если ваш гараж или подвал соответствует всем перечисленным требованиям, то считайте, что вам повезло. Если же нет, то придётся что-то переоборудовать и модернизировать.
Устройство станка и необходимые детали
Мы видим ножи, которые понадобятся при создании станка для изготовления вагонки в домашних условиях
Перед тем как приступить к детальному описанию нашего оборудования, давайте посмотрим видео в этой статье, на котором показан станок для вагонки самодельный и приведена подробная инструкция по работе с ним.
Итак, в идеале станок должен иметь пять основных узлов, которые на выходе давали бы готовую вагонку. Заводское оборудование оснащено узловыми механизмами по максимуму, поэтому оно способно делать панели экстра-класс даже из горбыля.
На самодельном оборудовании установить все эти механизмы очень сложно, и скорее всего они будут располагаться отдельно друг от друга. То есть для производства одной панели придётся проводить несколько операций, но тут многое зависит от заготовок, с которыми вы решили работать.
Основные узлы
Мы видим пример самодельного станка для изготовления вагонки, его составляющие и детали
Мы рассмотрим станок, который будет делать вагонку из горбыля, и состоять он должен из следующих узлов:
- Циркулярная пила. Обрезаем лишние боковины доски.
- Рейсмус. Срезаем верхнюю часть горбыля с корой дерева.
- Фуганок. Шлифуем заготовку.
- Шпиндели. Придают вагонке окончательную форму и формируют замковый механизм.
Всё это возможно установить на одну станину для экономии места и средств. Всеми узлами будет управлять один электродвигатель, поэтому его мощность мы будем рассчитывать исходя из максимальных требований. И в нашем случае она составляет не менее 5 киловатт.
Все перечисленные детали можно найти в специализированных магазинах или интернете. С нахождением их проблем точно не будет.
Совет! Не экономьте на режущих деталях. Пилы и рейсмусы низкого качества быстро тупятся и их нужно затачивать. Если же этого не делать, то вагонка получится с задирами и сколами, и придётся обрабатывать её дополнительно.
Дополнительные детали и инструмент
Мы видим ещё один пример самодельного станка для производства вагонки в домашних условиях
Рассчитывать количество комплектующих и материалов на изготовление станины вам придётся самостоятельно, так как каждый станок для вагонки своими руками индивидуален и изготавливается по собственным чертежам. Помимо этого нам понадобится ремень для передачи крутящего момента на механизмы и различные крепёжные элементы. Озвучить цену на них тоже не получится, поэтому возьмём среднее значение.
Итак, давайте соберём все элементы в одну таблицу и попытаемся выяснить, сколько же стоит наш станок:
Расчёты
Собрать самодельный станок для изготовления вагонки самому не настолько сложно и затратно, как может сразу показаться
Ну, а теперь, давайте займёмся математикой:
- К примеру, мы берём самый дорогой обрезной лес по цене за 6500 рублей за кубометр и изготавливаем из него вагонку класса А, цена которой в магазине 11 рублей. Производим мы её на станке за 17000. Получается: 17000+6500=23000 рублей. То есть, произведя всего два кубометра вагонки, мы полностью окупаем стоимость станка.
- Вводные те же, но станок делаем по максимальной стоимости. Получается 42000 разделить на 11000=3.8 кубометра вагонки класса А, полностью окупят наш станок.
- Меняем обрезной дорогостоящий лес на более дешёвый горбыль. Получаем: 17000+3000=20000. Или 1.7 кубометра вагонки.
И в заключении
Мы видим пример вагонки, которая может быть изготовлена самолично, своими руками дома
Как видно, выгоды получаются довольно существенными, а значит, есть смысл заняться изготовлением вагонки самостоятельно, при условии, что вам понадобится не менее 2 кубометров материала на отделку своего дома. Не сложно подсчитать и экономическую выгоду от собственного небольшого бизнеса. Конечно, миллионы заработать на этом вряд ли получится, но хорошее подспорье семейному бюджету обеспечить, безусловно, можно.
Мы будем рады, если материалы в этой статье помогут вам самим сделать такое устройство.
Станок и шлакоблоки
Мы не сможем определить, сколько стоит станок для изготовления шлакоблоков, потому что на его изготовление используются материалы, которые могут быть куплены в магазине, но могут оказаться дома от каких-либо работ или старых конструкций.
Более прозрачной будет цена самого продукта, получаемого при помощи такого станка, так как расценки на цемент относительно фиксированы, и вы сможете заранее рассчитать его необходимое количество и сложить стоимость. А теперь перейдём к делу и займёмся техническими работами.
Делаем станок

- Прежде всего, следует отметить, что по ГОСТ 86 от 08.10.2001 и Постановлению Правительства Российской Федерации от 13.08.97 № 1013 сертификат на изготовление своими руками (в домашних условиях) блоков из бетона с различными наполнителями не требуется. Также он не нужен на создание и употребление виброформовочного оборудования для его производства.

- Поддон матрицы;
- Заготовка поддона;
- Заготовка поддона;
- Заготовка поддона;
- Обрамление матрицы снизу уголком 25×25 мм;
- Обрамление матрицы снизу уголком 25×25 мм;
- Планка для фиксации пустотников;
- Пустотник;
- Заглушка пустотника сверху;
- Заглушка пустотника снизу.
- Выше вы видите чертежи и фотографии, как самому сделать станок для изготовления шлакоблоков, но мы всё-таки дадим некоторые пояснения. Двигатель следует крепить на корпусе, где за счёт дисбаланса грузов происходит вибрация поддона. Цилиндры для изготовления блоков должны иметь конусность не менее 2-3 мм, чтобы форма снималась без каких-либо проблем.
- Для того чтобы сделать станок для изготовления шлакоблока, нам понадобится листовое железо, толщиной 2,5 мм. Первым делом нужно раскроить лист болгаркой так, как это показано на чертеже в пункте 1, то есть, в местах сгибов при помощи диска толщиной 2 мм сделать надрезы, тогда при сгибании не будет трещин и сам перегиб будет чётким.
- После этого вам ещё раз нужно проверить все углы, чтобы точность булла вплоть до миллиметра и после сгибания сразу не наваривать шов, а только прихватить точками, чтобы было ясно, в каком геометрическом состоянии находится конструкция. Если всё в порядке, то тогда заварите швы намертво, по всей длине. Теперь нужно для амортизатора по низу матрицы наварить уголок, а также наварить поддон под раствор.
- После этого установка для изготовления шлакоблоков, а точнее её матрица, обваривается снизу и сверху, и одновременно навариваются уголки для фиксации вибратора. Для станка, который рассчитан на одну форму подойдёт любой асинхронный двигатель от 120 Вт. Но удобнее использовать трёхфазный двигатель на 180 Вт, подключив его по схеме запитки от одной фазы, чему ниже будет дано пояснение.
Совет. Для изготовления пустотников вам пригодится любая металлическая труба.
Но при этом её конец обязательно нужно заузить на 2-3 мм или даже немного больше, чтобы она приобрела форму конуса.
Для этого нагрейте её электрической или газовой сваркой и оттяните молотком.
Статьи по теме:
Подключение двигателя
- При подключении трёхфазного двигателя через однофазную сеть он способен развить не более 50%-70% от своей номинальной мощности, которая указана на его щитке, но если добавить конденсатор, можно добиться поднятия мощности от 70% до 85% (иногда даже больше). Преимуществом трёхфазного двигателя можно назвать отсутствие специального пускового устройства, которое отключает пусковую обмотку однофазного двигателя после его разгона.
- Если для установки для изготовления шлакоблоков используется трёхфазный двигатель с номинальной мощностью 220 В, то вам подойдёт первая схема подключения, но на схеме 2 показано подключение к одной фазе двигателя с шестью выводными концами, то есть, 127/220 В или 220/380 В.
- В тех случаях, когда напряжение в сети равно второму числу, то есть, UC=220 В при номинале 127/220 В или UC=380 В при номинале 220/380 В, тогда применяется схема 1а и 1б. Но если напряжение сети совпадает с первым числом номинала, тогда используется схема 1в.
- Средняя ёмкость Ср(мкФ) для любой схемы имеет определённое значение исходя из напряжения однофазной сети Uc и номинального тока Iф в фазе трехфазного двигателя: Ср=kIф/Uc где k – это коэффициент, зависящий от схемы включения. При частоте 50 Гц (принято на территории СНГ) для схем 1б и 2б можно принять k=2800, а для схемы 1в — k=4800; для схемы по рис. 2в — k=1600.
- Конденсаторное напряжение Uk будет зависеть от схемы подключения и сетевого напряжения. Для схем 1б и 1в его можно принять примерно равным напряжению сети, а для схемы 2б — Uk=1,15Uc; для схемы 2в — Uk=2Uc.
Совет. Не следует забывать о том, что конденсаторы долгое время сохраняют напряжение и при прикосновении могут поразить человека электрическим током.
Поэтому, при проведении каких-либо работ по техобслуживанию их нужно разрядить при помощи короткого замыкания.
Также такие элементы должны быть закрыты кожухом и надёжно зафиксированы.
Установка для пеноблоков

- В отличие от вышеописанного устройства, установка по изготовлению пеноблоков не может быть изготовлена так просто, потому, что там необходим пеногенератор и пенобетоносмеситель . Сначала в этом смесителе в течение 2-3 минут перемешивают цемент с песком до получения однородной массы и только после этого добавляют пену из пеногенератора и опять же смешивают до однородной массы. Полученную смесь разливают по формам при вращающихся лопатках.
- Время застывания продукта – 24 часа, то есть, одни сутки при температуре от 15⁰C. Узнать сколько стоит станок для изготовления пеноблоков можно в любом интернет-магазине, а потом сравнить цены с ближайшей точкой продажи строительного оборудования или электротоваров. Скорее всего, что последний вариант окажется дороже.
Изготовление шлакоблоков

- Для изготовления шлакоблоков вам понадобится угольный шлак, крупный песок (по возможности – керамзитовый), гравий с фракцией от 2 до 15 мм, цемент марки М 500 вода. Всё это вам нужно будет смешать в какой-либо ёмкости в соотношении 7/2/2/1,5/1,5-3 единицы.
Совет. Чтобы определить правильное количество воды в растворе (это зависит от влажности составляющих наполнителей) перемешанный раствор нужно сжать в кулаке.
Если при этом он будет слипаться, как снежок, а при падении на землю – рассыпаться, значит, пропорции соблюдены верно.

- Засыпаете полную форму раствора и включаете вибратор, чтобы смесь утрамбовалась, а потом добавляете ещё. Так делаете несколько раз, до тех пор, пока прижим не дойдёт до ограничителей. После этого включаете вибратор ещё примерно на 10 секунд и снимаете форму (форму нужно снимать при работающем вибраторе).

- Транспортировочная просушка блоков (состояние, при котором их можно аккуратно перевезти или перенести) длится от пяти до семи дней. Окончательное высыхание, когда блок пригоден для монтажа, происходит через месяц, при температуре не менее 20⁰C.
Совет. Для того чтобы избежать появления трещин и тем самым увеличить морозостойкость и водонепроницаемость – добавьте в каждый блок по 5 г пластификатора.
Холодная ковка невозможна без специального кузнечного оборудования . Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- Гнутик
- Твистер
- Улитка
- Глобус
- Волна
- Фонарик
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
 Аксонометрия приспособления «Гнутик» — вертикальное расположение
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
 Планка нижняя
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
 Получение дуги на «Гнутике»
Получение дуги на «Гнутике»
 Получение угла на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:

Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
 Внешний вид покупного ручного «Твистера»
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:


Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео: как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
 Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:

Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
 1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.

Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Изготовление улитки
Работа станка
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
 Внешний вид приспособления
Внешний вид приспособления
На видео работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
 Шаблон
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
 Приспособление волна и полученные изделия
Приспособление волна и полученные изделия
Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
 Приспособление «Фонарик»
Приспособление «Фонарик»
Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.

Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.


Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
 Концы элементов оформлены «гусиной лапкой»
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Станок для изготовления «гусиной лапки»
Приспособления для ковки «гусиных лапок»
Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
 Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется).
Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется).
Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
 Принцип действия
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.


Ниже приведены чертежи сегментов улитки.
 Элемент улитки 1
Элемент улитки 1
 Элемент улитки 2
Элемент улитки 2
 Элемент улитки 3
Элемент улитки 3
 Центральный элемент улитки
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.



Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать - механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.
 Элементы изготовленные методом холодной ковки
Элементы изготовленные методом холодной ковки
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений. Станок “улитка”
Станок “улитка”
Изготовление основных узлов станка
Каркас.
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице. Схема станка
Схема станка
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.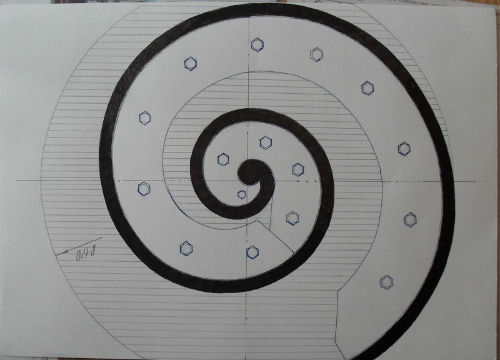 Чертёж сегментов “улитки”
Чертёж сегментов “улитки”
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами. “Улитка” из полос металла
“Улитка” из полос металла
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали. Модули “улитки”
Модули “улитки”
Сборка станка.
- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.
После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы. Станок торсионный
Станок торсионный
Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля. Виды станков
Виды станков
Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме. Простая модель торсионного станка
Простая модель торсионного станка
Как сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг. Станок “гнутик”
Станок “гнутик”
Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки. Компьютерная модель станка
Компьютерная модель станка
Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Станок «волна»
Правильнее назвать данный станок - управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.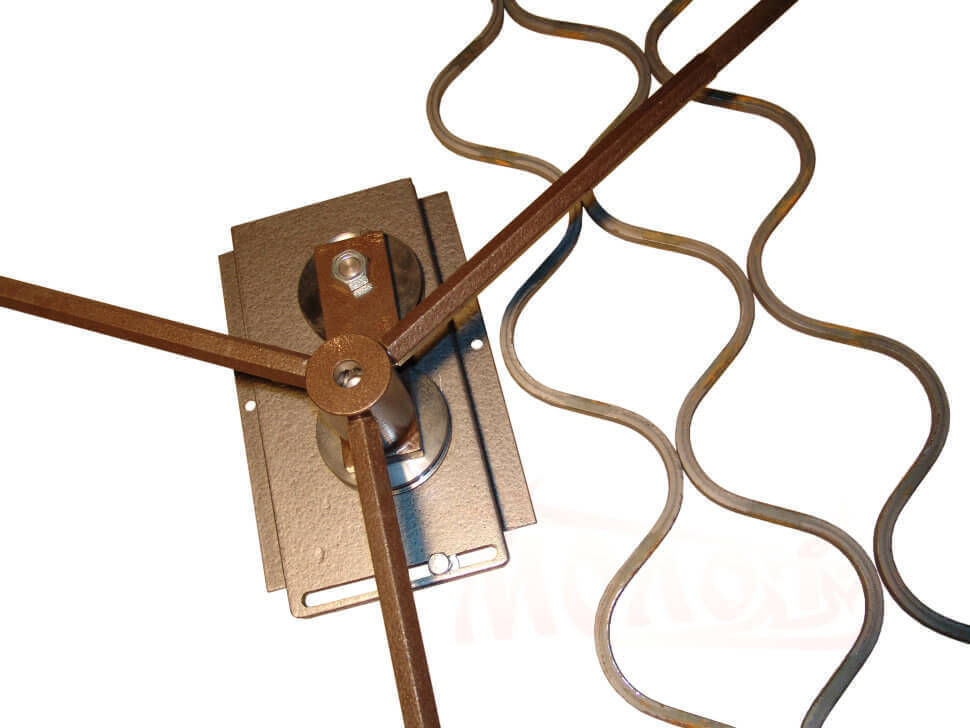 Станок “волна”
Станок “волна”
Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Станок - пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки. Прокатный пресс
Прокатный пресс
Что касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать - валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка - детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты - такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе. Соединения деталей с помощью сварки
Соединения деталей с помощью сварки
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:

Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.

